Today at Bitfab we’re going to talk about a subject that every good maker ends up wondering about: what is the density of a filament, how much is the weight of each meter, and how many meters of it are in a one kilo coil.
At first glance, it might seem silly to you; how many objects in our daily life do we need to know this data from? Practically none, but in this point it is essential, because with this data we can know exactly the amount of spent filament or if really 1kg of a material from one coil compensates us more than another.
How? We’ll tell you, so keep reading this because you’ re going to like it 🙂
📖 What do you want to read?
The density chart of all 3D materials
Here’s a list of different materials taken from this article on 3D printer filaments to give you an idea of what’s on the market.
In grams per cubic centimeter so you can see for yourself!
| Material | Density [g/cm3] |
| PLA | 1.24 |
| ABS | 1.04 |
| PETG | 1.27 |
| NYLON | 1.52 |
| Flexible (TPU) | 1.21 |
| Polycarbonate (PC) | 1.3 |
| Wood | 1.28 |
| Carbon FIber | 1.3 |
| PC/ABS | 1.19 |
| HIPS | 1.03 |
| PVA | 1.23 |
| ASA | 1.05 |
| Polypropylene (PP) | 0.9 |
| Acetal (POM) | 1.4 |
| PMMA | 1.18 |
| Semi flexible (FPE) | 2.16 |
🥁🥁🥁 Here’s also… a graphic, so you can compare!
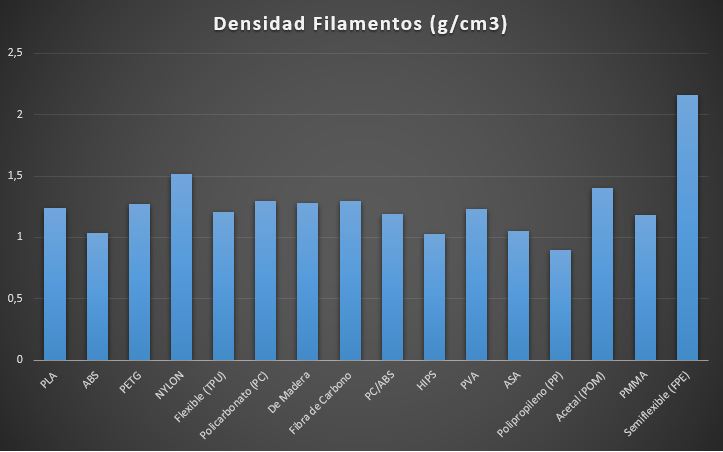
Here there are plenty of materials such as PLA, ABS, Polypropylene (PP), PETG, flexible filaments (TPU) or filaments with carbon fibre.
The lightest material for printing
Do you want to print the lightest pieces? A drone, a part for a radio-controlled plane… The lightest material used in 3D printing is Polypropylene, with only 0.9 grams per cubic centimeter. Although we warn you: PP warping makes it quite difficult to print for large parts!
The heaviest 3D printing material
The heaviest materials on our chart are semi-flexible FPE and nylon (Polyamide), so they can affect you in applications where you are looking for lightness.
Apart from these, there are other heavier materials that we have not yet considered: metal-filled materials. There are materials filled with bronze, brass, copper, iron… which considerably increase the density of the material. These filaments usually have an aesthetic purpose and that is why we have left them out of our list of materials.
How many meters of material are there in a kilo of filament? (with chart)
The chart you were looking for to go from kilos to meters of material, to know how many meters there are in a coil, both for 1.75mm and 3mm filament.
| Material | How many meters in 1kg of material (3mm)? | How many meters in 1kg of material (1.75mm)? |
| PLA | 114 | 335 |
| ABS | 136 | 400 |
| PETG | 111 | 328 |
| Nylon | 93 | 274 |
| Flexible (TPU) | 117 | 344 |
| Polycarbonate (PC) | 109 | 320 |
| Wood | 111 | 325 |
| Carbon Fiber | 109 | 320 |
| PC/ABS | 119 | 350 |
| HIPS | 137 | 404 |
| PVA | 115 | 338 |
| ASA | 135 | 396 |
| Polypropylene (PP) | 157 | 462 |
| Acetal (POM) | 101 | 297 |
| PMMA | 120 | 353 |
| Semi flexible (FPE) | 66 | 193 |
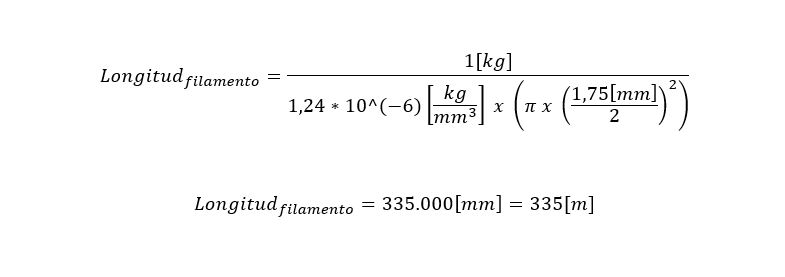
Do you want to know how we calculated this chart? This is the formula we have used. Let’s take an example of a 1.75mm coil weighing 1kg. You could do the same calculation for a 3mm coil.
How many grams are in a meter of filament? (with chart)
The question asked the other way around: how much does a meter of 3D printing filament weighs. We have also generated a chart with all the information so that you can consult it comfortably.
| Material | How much does 1 meter of 1.75mm filament weighs? [grams] | How much does 1 meter of 3mm filament weighs? [grams] |
| PLA | 2.98 | 8.76 |
| ABS | 2.50 | 7.35 |
| PETG | 3.05 | 8.97 |
| Nylon | 3.65 | 10.74 |
| Flexible (TPU) | 2.91 | 8.55 |
| Polycarbonate (PC) | 3.13 | 9.18 |
| Wood | 3.08 | 9.04 |
| Carbon Fiber | 3.13 | 9.18 |
| PC/ABS | 2.86 | 8.41 |
| HIPS | 2.48 | 7.28 |
| PVA | 2.96 | 8.69 |
| ASA | 2.52 | 7.42 |
| Polypropylene (PP) | 2.16 | 6.36 |
| Acetal (POM) | 3.37 | 9.89 |
| PMMA | 2.84 | 8.34 |
| Semi flexible (FPE) | 5.19 | 15.26 |
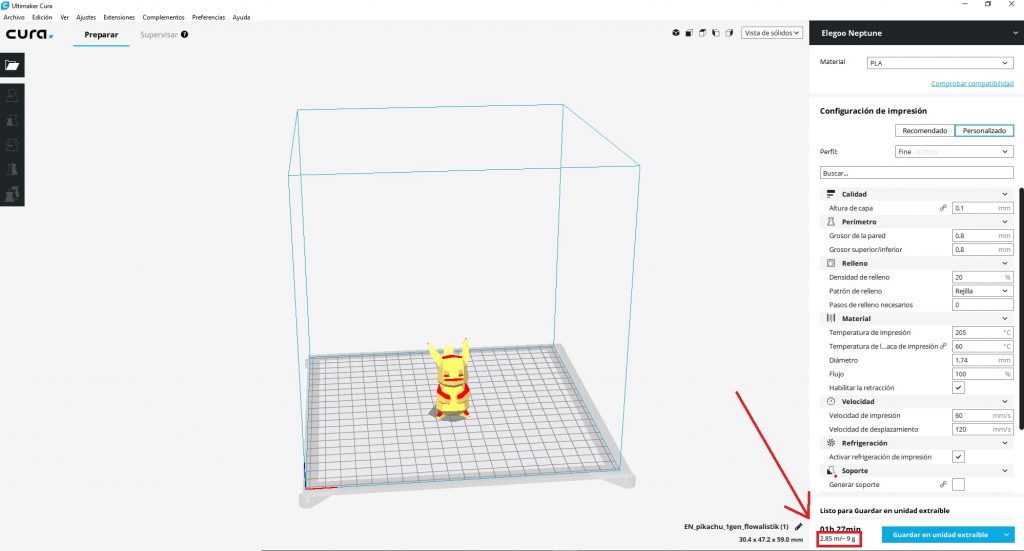
How much does my 3D printed part weigh?
As a curiosity, in Cura you can also see the length of filament you spend per piece in the lower part of the program.
How to calculate the density of a filament with all formulas
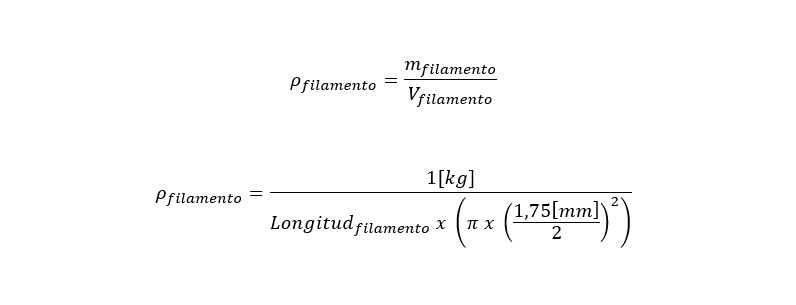
As we have mentioned, density is the relationship between mass and volume of something; in this case our 3D filament.
We already have the mass of the filaments, since they usually come in coils of 1[kg] of weight (minus the weight of the support). We only have to know the volume, and here comes the problem.
If we consider the filament as if it were completely stretched, it would be a very long cylinder tube, like this, where we are going to define the main measurements.
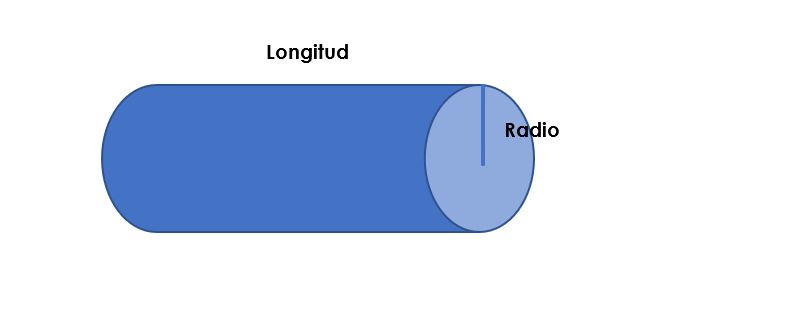
To calculate the volume of that cylindrical tube, we have the following procedure:
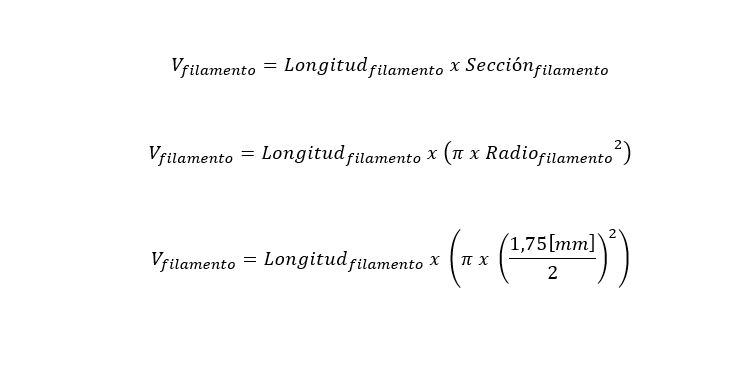
We have the filament radius, and we understand that it is 1.75[mm]/2. If we wanted to do a more precise calculation, we would take into account that the diameter of a filament has a tolerance of ±0.05[mm] and there are even manufacturers that reach ±0.02[mm].
The fact is that in order to do this analysis, you don’t have to take this into account, but it’s always good to know it (so you can look at it in the product specifications when you buy it).
Only length would remain and this is the one that does not normally come in the manufacturer’s specifications. However, it is usually between 335[m], although this value can vary between companies.
Finally, to calculate the density of a 1[kg] filament:
What did you think of our article on densities of 3D materials?
And this is as far as the article goes. We hope you liked it. Now you only need to read it a couple more times, and practice.
We would love if you could comment on the meters of the new filament you buy, and if the formula has really hit the nail on the head (when you finish it clearly).
Greetings and see you in the next article. Meanwhile, if you need something, you know you can count on our online 3D printing service.
Thank you for this information!!
Thanks for the time to a question probably seldom asked. You hit it on the head with 3D planes as if I’m going to make a lighter wheel I might as well use a material that is as light as possible. ABS is my choice. Again very helpful.
This is a wonderful set of engineering tables. Just like school! OMG!
Just what I was looking for!
I am in the process of building an electronic scale (Arduino) that will display the approximate amount of filament left on a spool on an OLED. This information will make the calculations simple.
Thanks!
What is your source for Semi flexible (FPE) density?
I have a hard time finding filaments of this type. The one I have found mention as one of their pluses that they are light weight.
I’m looking to print something tasty is dense and was wondering if I could use fpe