
Últimamente se está oyendo mucho acerca de un nuevo material de ingeniería para impresión en 3D llamado ASA, y la verdad no nos extraña.
Este nuevo material ha sido creado hace poco como un ‘sustitutivo del ABS’, y la verdad está arrasando.
Pero, ¿qué es lo que lo hace tan especial?
En este post, vamos a intentar tocar todos los puntos que debes conocer del material ASA para que sepas exactamente cuándo lo necesitas y para qué lo necesitas.
📖 Resumen del artículo
¿Qué es el filamento ASA de impresión 3D?
El filamento ASA es un polímetro amorfo termoplástico cuyas siglas designan las palabras inglesas ‘Acrilonitrilo Estireno Acrilato’ y que se engloba dentro de los denominados ‘materiales de ingeniería’, dentro de la impresión 3D.
Como ya hemos comentado, está pensado como sustitutivo del ABS, con respecto al cual tiene bastantes más ventajas que inconvenientes. Tanto es así que la industria automovilística lo lleva aplicando ya un tiempo a sus productos, debido a que tiene una ventaja esencial con respecto a otros materiales: no amarillea.
Pero, ¿y que ventaja supone esto a la hora de utilizarlo?
Por qué y cuándo utilizar ASA
Bien, he aquí el punto clave de la cuestión, pero antes de ponernos a explicar el por qué y cómo utilizarlo, creemos que tenemos que explicarte las propiedades de este plástico para impresoras 3D, ya que desde Bitfab creemos que la práctica siempre debe quedar avalada por la teoría. Por lo tanto, las ventajas del ASA con respecto a otros materiales como el PETG son:
- Es robusto mecánicamente, perfecto para aplicaciones con necesidad de resistencia.
- Resistente a los rayos ultravioletas (o U.V.), por eso no amarillea
- Resistente al agua, para aplicaciones subacuáticas o acoples en bombas
- Genera un buen acabado de piezas sin deformaciones
- Tiene una gran estabilidad dimensional, por lo que no presenta warping y las piezas tienen buenas tolerancias.
- Tiene una gran resistencia a químicos y a todo tipo de tratamientos químicos.
- Mejor resistencia térmica que el ABS, se deforma a temperaturas más elevadas (hasta 95º)
- Superficies con acabado mate, similar al del ABS, que algunos prefieren para sus piezas impresas.
¿Muchas ventajas verdad? A priori, podríamos decir que como desventaja tiene que hay que tener un poco más de cuidado al usarlo en nuestra impresora 3D, hay que tenerla más afinada por así decirlo, pero por lo demás, como material es estupendo.
Como has podido comprobar, este filamento para impresora 3D es perfecto para aplicaciones tanto industriales, como domésticas de cierto grado de complejidad. En este último punto me refiero, a que si vas a imprimir piezas que no aguanten peso y que no vayan a estar expuestas al clima (por ejemplo, si están en la terraza), te recomendamos que uses PLA o similar, ya que te va a hacer la función perfectamente.
No obstante, para aplicaciones donde vayas a tener algo expuesto durante mucho tiempo al sol y quieres que aguante sin degradarse ni deformarse, éste es tu material. Algunos ejemplos podrían ser:
- Piezas expuestas a la intemperie, que no sufrirán de amarilleo como con ABS.
- Piezas expuestas a ambientes químicos.
- Piezas sumergidas y expuestas a corrientes fuertes de agua.
- Piezas a sustituir de material ABS
- Piezas que trabajen a temperaturas elevadas (el ASA se empieza a deformar a partir de 95º).
Como ves, merece la pena invertir un poco más y darle una oportunidad a este material, a la larga lo agradecerás.
ASA vs ABS: Ventajas y desventajas entre los dos filamentos
Bien, a partir de aquí podrás haber comprobado que muchas de las ventajas del ASA las tiene también el ABS, salvo algunas como la resistencia a los rayos U.V. que es exclusiva del ASA.
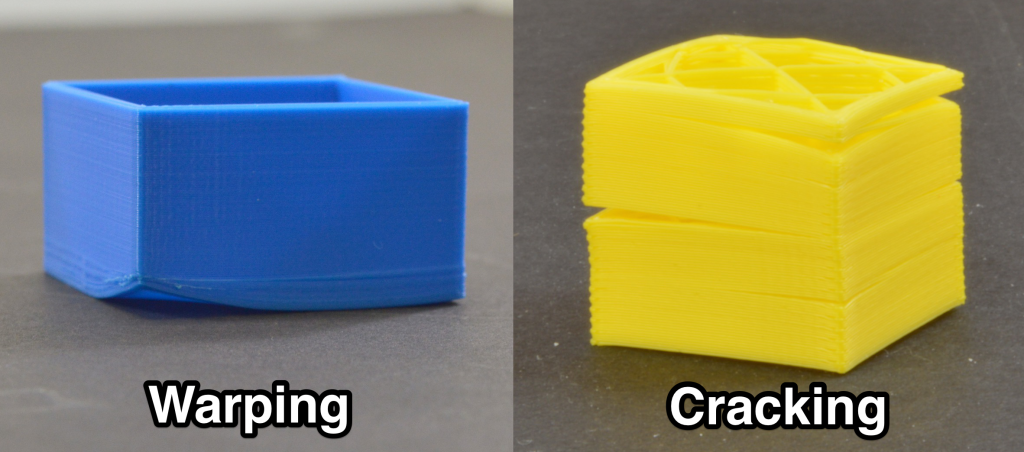
Pero entonces ¿aparte de esta y quizás algunas propiedades mecánicas mejoradas, existe alguna más? Pues en términos de acabados de piezas 3D a la hora de imprimirlas, sí, una grandísima diferencia. El warping.
Si no sabes qué es el warping, consiste en el despegue de las piezas en la cama a causa de la dilatación térmica del material. A no ser que tengas una impresora cerrada (y habiendo utilizado ABS) habrás podido comprobar que esto es uno de los grandes dolores de cabeza a la hora de imprimir piezas grandes con ABS.
Además, existe otro factor, que es el mismo fenómeno que el warping pero en capas superiores, denominado cracking, el cual también ha sido mitigado en este material con respecto al ABS.
Tanto el warping como el cracking no sólo afectan a la dificultad de impresión y al acabado de las piezas, sino que intervienen muy negativamente en la resistencia de las piezas. Las piezas que presentan cracking, aunque éste no sea visible, tienen propiedades mecánicas muy inferiores a piezas en las que las capas están completamente soldadas.
No obstante, y a pesar de todos estos consejos, esto no significa que imprimir ASA sea tan fácil como imprimir PLA, requiere una gran técnica y por eso os vamos a dar unos consejillos para llevarlo a cabo, aunque si no tienes impresora 3D o no te quieres complicar la vida, ya sabes que desde Bitfab te lo imprimiremos encantados.
¿Quieres que comparemos ASA vs ABS? Además de la facilidad de impresión, que determina el acabado y la resistencia de las piezas impresas, el ASA tiene propiedades que igualan o mejoran las del ABS:
- Propiedades mecánicas similares.
- El ASA es resistente a los rayos UV, el ABS no.
- El ASA tiene mayor resistencia a la temperatura que el ABS (81ºC vs 95ºC)
- Ambos producen piezas con un acabado mate
Consejos para imprimir con filamento ASA
Intenta que la primera capa esté correcta
Como hemos dicho, el ASA tiene menos warping que el ABS, pero esto no significa que no haya que tener cuidado con él. Para ello intenta tener bien calibrada la impresora 3D para que lleve a cabo bien la primera capa. Esto consiste en dos puntos fundamentales: Nivelar bien la cama, y nivelar bien la distancia del hotend a la misma.
Imprime con cama caliente y mejora la adhesión a la misma
Si no tienes cama caliente, ya te puedes ir olvidando de imprimir con ASA. Esto es debido a que necesita mucho calor para evitar el cracking por deformación térmica del material (casi tanto como el ABS), por lo que necesitarás una cama caliente a 80[ºC]-100[ºC] para que esto no ocurra.
Por otro lado, intenta mejorar la adhesión a la cama usando pegamento de barra, algún tipo de producto compuesto por masa plástica, cinta de carrocero, o nuestro favorito, laca para impresora 3D. Además, intenta siempre que las piezas tengan algo de ‘Brim’ con un espesor de entre 8 y 15 capas, para que después no haya sorpresas.
Calibra bien las temperaturas
Esto es clave y depende mucho de tu impresora. El ASA tiene una temperatura de fusión de 250[ºC] y 260[ºC], por lo que hay que tener bien ajustado el termistor del hotend ante temperaturas tan altas (ya que se podría carbonizar el teflón del interior del puente térmico). Y ten en cuenta una cosa, siempre es mejor pasarse de temperaturas por lo alto que por lo bajo.
También queríamos comentar en este punto que no todas las impresoras van a llegar a dar tanta potencia (ya que estamos usando temperaturas muy altas del hotend además de la cama caliente). Si tu impresora te ha no tiene un hotend all metal probablemente necesites recurrir a algún servicio de impresión 3D para hacerlas, ya que la impresora 3D no va a aguantar corrientes tan altas.
Cuidado con el ventilador de capa
Actualmente muchas impresoras tienen ventilador de capa, el cual se configura a través de nuestro programa laminador. En el caso del ASA un enfriamiento excesivo de capas nos va a llevar a que la pieza se pueda romper, por lo que, os recomendamos que lo desactivéis o que lo pongáis entre un 20% y un 30% de su capacidad.

Propiedades del ASA
Este es simplemente un apartado técnico para que veáis cómo se comporta el ASA que imprimimos aquí y sus propiedades.
- Densidad: 1,07 [g/cm3]
- Tolerancia: ±0,05[mm]
- Alargamiento a la rotura: 35%
- Resistencia a la flexión: 660 [kg/cm2]
- Temperatura de fusión ASA: 250-260[ºC]
- Máxima temperatura de impresión: 80-90[mm/s]
- Solubilidad en: metil-acetona, dicloro-etileno y ciclohexanona.

¿Con qué filamento ASA imprimimos en Bitfab?
El ASA es un nuevo material que se está introduciendo en el mundo de la impresión 3D FDM, pero la mayoría de proveedores ya se están sumando a ofrecerlo en su catálogo de filamentos.
Nosotros usamos, como para casi todos los materiales de producción, el ASA de la marca española Smart Materials. Esto nos permite tener contacto directo y rápido con el proveedor y una muy buena relación calidad precio para aplicaciones profesionales:

También hemos usado el ASA Extrafill de Fillamentum, casi siempre del color negro Traffic Black.
¿Qué te ha parecido el ASA como filamento de impresión 3D?
La verdad es que hemos incluido el ASA en nuestro catálogo de productos, porque realmente le hemos visto mucho potencial.
Esperamos haberte podido abrir un poco los ojos con respecto a este tema y así poder decidirte a usarlo y a aplicarlo en las piezas que quieras usar en tus prototipos y piezas industriales.
Si ya lo has probado o nos has pedido alguna pieza y quieres compartir tu experiencia con este nuevo filamento 3D, abajo tienes la caja de comentarios.
Y si quieres probarlo puedes pedir un presupuesto ahora mismo para tus piezas en ASA:
Tiene menos “warping” y “cracking” que el ABS, pero bastante más que el PETG y el PLA.
Buen artículo! Voy a tener que poner un fusor all metal y empezar a trabajarlo para hacer piezas de náutica. Alguien sabe si con una Ender 3 Pro podré alcanzar mas temperatura para trabajarlo bien?
Gracias!
Puedes usar un extrusor de metal en la Ender 3, no hay problema de compatibilidad. Nosotros usamos el E3D V6 original.
Qué tal de los olores y gases emanados por este material, además de si es necesario hermetizar en una cabina la impresora para que no sea afectada por corrientes de aire????
No emite tantos olores como el ABS, es mucho más inodoro.
No es necesario tener una cabina cerrada para imprimir con ASA, pero puede ser recomendable para piezas grandes o que tengan mucha delaminación.
Necesito imprimir con ASA para piezas de barco, pero en la actualidad estoy con una ender 3 y no soy capaz de alcanzar la temperatura.
Estaría dispuesto a comprar una impresora mejor y no tengo ni idea de cual elegir, me gustaría que me diera alguna recomendación.
Saludos, y gracias por adelantado. Federico
Hola Federico, para imprimir ASA te puede estar limitando la temperatura del hotend. En ese caso un cambio a hotend metálico como el V6 del que ya hemos hablado. También puedes cerrar la impresora en una caja para mejorar la delaminación.
Cuando necesites una impresora mejor, puedes elegir la Prusa Original, Raise 3D, pero no me atrevo a darte muchos nombres porque no las he probado personalmente.
¡Suerte!
Hola Diego!!! este buen artículo me ha animado a comprar una bobina de ASA, y empezar a probarlo, ya que una de las ender-3 le monté un allmetal y un bondtech, y el petg lo imprime como la seda, asi que voy a estrujarla con el ASA aprovechando que tengo que mejorar la resistencia de unas piezas para bici.
Gracias por los consejos de impresión, entre tu y Jorge me vais a convertir en un buen fundidor 😀 .
A Luis ( Del Valle), lo tengo abandonaillo por vuestra culpa y la mía, jejeje.
Genial artículo y gracias por aportarlo.
¡Aprovecha para exprimir un poco más ese fusor con el ASA! Si ya te has ido acostumbrando a otros materiales como el PETG, no es difícil, pero tiene más warping y te pueden costar las piezas grandes.
Gracias por el comentario y que sepas que este artículo lo escribió Jorge Lorenzo, así que en realidad estás leyendo sus consejos 😉
Un saludo!
Ya decía yo que se parecían los iconos de consejos de impresión a los de sus libros, jejeje.
Ya tengo ASA! 🙂
Ok tendré precaución, ahora estoy midiendo temperatura y humedad de la habitación donde tengo las impresoras, en ella tengo un radiador de aceite, no siempre lo pongo por el gasto de luz, solo a veces; la habitación está a unos 20º y un 66% de humedad.
¿La humedad a cuanto me recomiendas bajarla?, ¿es un valor muy alto 66?, yo diría que sí.
Cuando pongo piezas más grandes ( con PLA y PETG), si pongo el radiador para que se caliente la habitación y se mantenga mas o menos uniforme durante la impresión, pero aún no tengo datos de temperatura y humedad en estas condiciones.
La habitación dá al norte, por lo que es un poco más fría y húmeda, pero bueno aquí en Málaga lo que más hace es humedad. Lo bueno que la tengo cerrada y es como si fuese una gran caja.
Ya he leído que recomiendas cerrar la impresora para mejorar la delaminación, en principio voy a probar así con la ” habitación-caja”, y si veo que el resultado no es bueno, pues iré pensando en otras opciones.
Si veo que es imprescindible tener la impresora cerrada, pues le haré un cajón a una de las prusas que estoy montando, y le dejaré la eléctronica y demás fuera.
Ya comentaré resultados, pues nada, gracias a tí y a Jorge!.
Calentando la habitación sí vas a tener mejores resultados, si cierras la impresora también y te ahorras calentar entera la habitación.
Datos de humedad nunca he recogido, por eso no te puedo orientar con ello.
Gracias Diego!!! por fin voy a poner unas piezas con ASA, a ver que tal , saludos!!!
Sin duda la prusa original, yo imprimo con ASA para el departamento de ingeniería que estoy trabajando y es el mejor material que he probado, duro como una piedra.
Lo único que hay que poner en la cama caliente es pegamento de barra, el que usan los críos en el colegio, nada de warping, nada de laca ni pegamentos raros….
255 grados de hotend, y 110 grados la cama caliente.
El único inconveniente, piezas con soporte, se deforman,
Para piezas con soporte uso pla 870.
Para piezas con soporte o grandes ángulos poner el ventilador después de las dos primeras capas en la zona con mayor inclinación un poco más fuerte mi ventilador marca máxima 255 y le coloco primero 60 y para terminar 40 .
Me ha gustado imprimir y ver la calidad es muy buena .